



FR-4 and FR-4 CCL (copper clad laminate)
What is FR-4 material?
FR-4 is not a material, but a material grade, which represents a material code of a fire resistance grade. It means that the resin material must be able to extinguish itself after burning. There are a few FR-4 materials used on PCB circuit boards, but most of them are composite materials synthesized by four-function (Tera-Function) epoxy resin plus filler (Filler) and glass fiber.
FR-4 materials have many aliases in different industries and application fields: epoxy board, epoxy resin board, glass fiber board, glass fiber board, FR-4, FR-4 epoxy glass cloth, FR-4 bare board, FR-4 fiberglass board, FR-4 laminate, FR-4 reinforcement board, FR-4 epoxy resin board, epoxy board, epoxy glass cloth board, epoxy glass cloth laminate, circuit board drilling pad, flame retardant insulation board, etc.
FR-4 Main characteristics of the material
Vertical bending strength A: Conventional: E-1/150, 150±5℃≥340Mpa
Parallel layer impact strength (support beam method): ≥230KJ/m
Insulation resistance after immersion in water (D-24/23): ≥5.0×108Ω
Electrical strength in perpendicular layer direction (90±2℃ transformer oil, plate thickness 1mm): ≥14.2MV/m
Parallel interlayer breakdown voltage (90±2℃ transformer oil): ≥40KV
Relative dielectric constant ( 50Hz): ≤5.5
Relative dielectric constant (1MHz): ≤5.5
Dielectric loss factor (50Hz): ≤0.04
Dielectric loss factor (1MHz): ≤0.04
Water absorption (D-24/23, thickness 1.6mm): ≤19mg
Density: 1.70-1.90g/cm³
Flammability: FV0
Color: Natural color
Implementation standard: GB/T1303.1-1998
FR-4 process performance:
– FR-4 process pressed board melting point (203℃)
– High chemical resistance
– Low loss factor (Df 0.0025)
– Stable and low dielectric constant (DK 2.35)
– Thermoplastic material
FR-4 PCB type
FR-4 is one of the substrate materials of PCB. The colors of FR-4 board surface include yellow FR-4, white FR-4, black FR-4, blue FR-4, etc. According to the reinforcement materials used on PCB, it can be divided into the following types:
– FR-1, FR-2, etc.: paper substrate
– FR-4: glass cloth substrate
– CEM series: composite substrate
– Special material substrate (ceramic, metal base, etc.)
FR-4 is a board made of special electrical film impregnated with phenolic epoxy resin and other materials, and pressed under high temperature and high pressure. FR-4 board usually has good electrical insulation performance, smooth and flat surface, standard thickness tolerance, suitable for products with high performance electronic insulation requirements. Its mechanical and dielectric properties are excellent, and it has good heat and moisture resistance. PCBs made of are widely used in insulation and flame retardant components in motors and electrical equipment.

What is FR-4 CCL (copper clad laminate)?
FR-4 CCL is the abbreviation of glass fiber epoxy resin copper clad laminate, which is a flame retardant board made of electronic glass fiber cloth as reinforcement material and epoxy resin as adhesive. FR-4 CCL is the most widely used of all copper clad laminates at present, with good heat resistance, high strength, excellent dielectric properties, and metallized through holes.
Classification of FR-4 copper clad laminates
FR-4 A CCL: The A series can be divided into A1, A2, A3, AB1, AB2, AB3 and other types according to performance. From top to bottom, A grade is widely used in all electronic products, from ordinary consumer electronics to high-end automotive, military and aerospace products. The price will reflect the grade change.
FR-4 CCL B: This grade is a secondary product, but its performance can meet the underlying needs of electronic products that do not require high standard specifications, and is only suitable for ordinary double-sided PCB FR-4 products with lower prices.
FR-4 CCL-Halogen-free
This series of products is a product type that complies with the future environmental protection development trend of copper clad laminates. It is more environmentally friendly in raw materials and can be applied to high-end electronic products such as military industry, communications, automobiles, and instrumentation.
CEM-1 CCL: CEM-1 CCL is composited with paper impregnated with epoxy resin, and then hot-pressed with double-sided glass fiber cloth and copper foil. Due to the addition of 2 layers in the structure, CEM-1 CCL has good mechanical strength, moisture resistance, flatness, heat resistance, and electrical properties. It surpasses paper-based CCL in all aspects of performance. CEM-1 CCL can be used in high-frequency PCB applications such as tuners, power switches, ultrasonic equipment, power supplies, etc.
CEM-3 copper clad laminate: CEM-3 copper clad laminate is improved from FR-4. Its structure is non-woven fabric impregnated with epoxy resin, glass fiber cloth is attached on both sides, and then hot-pressed with copper foil. It is different from FR-4 in that CEM-3 replaces most of the glass fiber cloth with glass mats. This change increases the flexibility of cutting mechanical properties. CEM-3 copper clad laminate is usually made directly into double-sided copper clad laminate. Because the glass mat is looser than glass fiber in structure, it is more convenient to process than FR-4 during drilling, and more efficient than FR-4 during punching. The disadvantage of CEM-3 compared with FR-4 is that the thickness and precision are not as good as FR-4, and the degree of distortion after welding is also higher than FR-4.
Special material substrates include BT, PI, PPO, MS, etc. In addition to being classified by the resin adhesive used in the board, there are many other classification methods for copper clad laminates. For example, according to flame retardant properties, copper clad laminates can be divided into: flame retardant (UL94-V0, UL94-V1) and non-flame retardant (UL94-HB); and the key bonding process is divided into direct bonding and adhesive lamination bonding.
FR-4 CCL PCB Manufacturing Process
Materials: The raw materials for making FR-4 CCL are mainly glass fiber cloth, copper foil, epoxy resin, etc.
Glass fiber cloth: It plays a supporting role in copper clad laminates. If there is a need for laser drilling, glass cloth is divided into laser cloth (such as 1080LD) and non-laser cloth.
- Epoxy resin: It plays an insulating role in copper clad laminates.
- Copper foil: It only plays a conductive role in copper clad laminates. Copper foil is divided into electrolytic copper and rolled copper foil according to the production method. At present, copper clad laminates mainly use electrolytic copper foil. Copper foil is usually produced by roller electroplating, and then roughened, heat-resistant layered, and passivated. The main colors of copper foil rough surface treatment are: yellow, red, and gray.
Manufacturing process
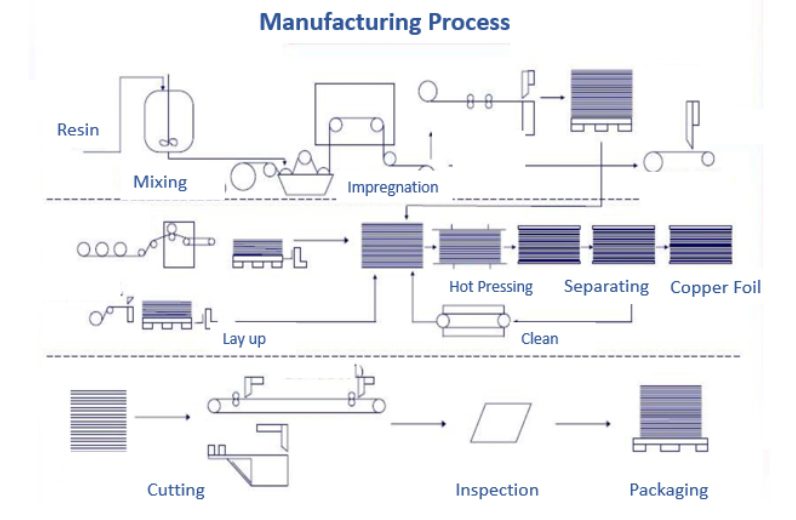
- Mixing
Mixing is to mix epoxy resin, curing agent, accelerator, solvent and other raw materials in a certain proportion. The mixed glue is mainly used to impregnate reinforcing materials such as glass fiber cloth, so that the copper foil and glass fiber cloth are closely combined, so that the product has flame retardant and heat-resistant properties. Therefore, the characteristics of RF-4 copper clad laminate ultimately depend on the type of glue.
- Bonding
Bonding is to evenly apply glue on the glass cloth, and then bake it through a glue coating machine to make the resin in a semi-cured state. We call it prepreg. In this process, the following indicators need to be controlled.
– Resin content RC%
– Mobility RF%
– Gel time GT(s)
– Volatility VC%
- Slicing
Cutting shapes according to PCB size requirements
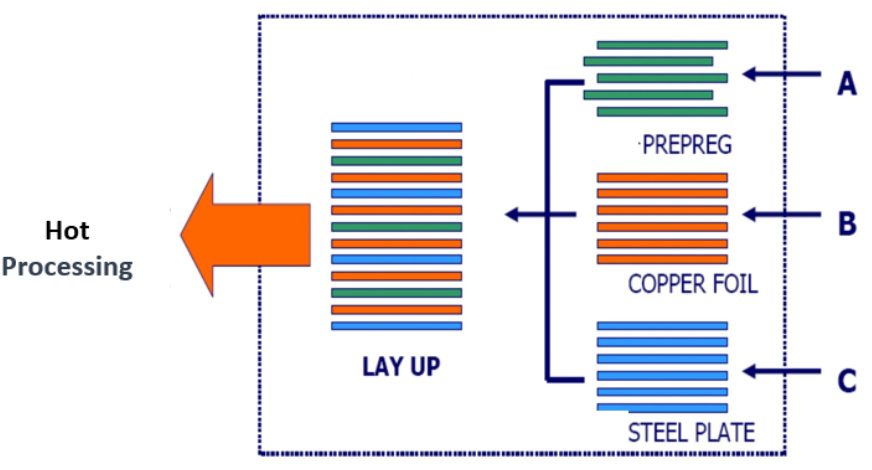
- Layup
It is stacked and bonded on the board according to the thickness requirements, and ensure that the stack is aligned with the configuration structure specified in the design file. Then the appropriate copper foil of the corresponding thickness is bonded according to the customer order, usually in the range of 1/2oz to 2oz. And add steel plates between each copper foil, and stack a certain number of steel plates neatly into a book corresponding to the opening of the press.
- Lamination
Lamination is to heat and pressurize the material with copper foil in the press to make the semi-cured film resin re-melt, flow, and completely solidify, so that the film and film, film and copper foil are tightly combined as a whole.
- Separation and cutting
The steel plate is separated from the assembly for cleaning and recycling. Then, the FR-4 CCL enters the cutting process. In this process, FR-4 CCL is cut into corresponding sizes.
a. Inspection
This inspection mainly focuses on the following areas
Appearance
– Aesthetic requirements
b. Thickness tolerance
– Meet the installation thickness requirements
– Meet the installation strength specifications
– Meet the insulation performance
– Ensure the control of impedance characteristics
c. Warpage
– Meet the requirements of PCB processing and component mounting and assembly
d. Glass transition temperature
– Meet the physical heat resistance performance indicators. The maximum temperature to maintain the rigidity of the board determines the processing and use temperature of the board
e. Peel strength
– Meet the strength requirements. Peel strength affects the reliability of the PCB. Too high, it is not conducive to etching. Too low, poor reliability, and broken wires occur.
Key quality control points of FR-4 CCL
- Resin formula
Using resins and curing agents with longer molecular chains and better flexibility can reduce the warpage of the substrate. For example, since the paper-based copper clad laminate has adopted tung oil-modified phenolic resin, the problem of copper clad laminate warpage has been effectively solved.
- Quality control of glass fiber cloth
There are obvious differences in the quality of FR-4 copper clad laminates provided by glass fiber cloth from different manufacturers. We found that for the same copper clad laminate, the warping direction of the single-sided copper clad laminate will be different under the same glue and the same production conditions when using paper-based copper clad laminates from different manufacturers.
In addition, based on this phenomenon, when producing paper-based copper clad laminates, paper-based copper clad laminates with different warping degrees can be used for gluing, mixing, and stacking, and copper clad laminates with better flatness can also be produced. From the above, it can be seen that the quality control of glass fiber cloth in procurement and production is very important.
- Strictly control the technical parameters of each production link
In the production process of copper clad laminates, strictly controlling the technical parameters of each production link to ensure the consistency of the resin content, fluidity, gel time, etc. of the prepreg is a necessary measure to improve the flatness of the copper clad laminate. Among them, the determination of technical indicators such as fluidity and gel time is a very technical problem, which requires collecting data through multiple production practices to find better control indicators and production process conditions. At present, the use of flow pressure gauges to measure prepregs is a popular method of controlling technical parameters. It has high control accuracy and can be used for dynamic simulation of lamination process tests.
- Tension control
When gluing the substrate, the tension of the gluing machine should be small rather than large, the laminating material warp and weft should not cross, cloth from different manufacturers should not be mixed, and cloth of different specifications should not be mixed.
5 Temperature control
When hot pressing the product, it is best to use heat transfer oil for heating, and the temperature difference between the hot pressing plates is smaller than that of steam heating. The heating rate should be moderate, pay attention to the fluidity and gelling time of the prepreg, and make appropriate adjustments according to the type and thickness of the laminated product to minimize the amount of glue flow. If the pipeline layout of the hot pressing plate and the position of the heat source inlet and outlet are unreasonable, it will also cause uneven temperature distribution of the hot pressing plate, which will increase the warping of the product.
At this time, the hot pressing plate should be modified. In addition, the cooling rate of the outer layer is higher than that of the inner layer. Segmented cooling can be used in the production process. First, use warm water or warm oil to cool the product in the first stage, so that the cooling is relatively slow, and then use cold water or cold oil to cool.
- Reasonable pressing process design
Designing the preheating temperature and heating and pressure increase rate during the pressing process is the key to pressing the board well and reducing warping. In addition, the number and softness of the backing paper also have a certain influence and need to be adjusted in time. The thickness and hardness of the stainless steel plate will also affect the flatness. You can try to use thicker and harder stainless steel plates.
- Reduce the molding pressure
Use a vacuum press for hot pressing. The higher the vacuum degree, the easier it is to discharge low molecular substances. The lower the pressure, the higher the density of the product. The lower the pressure, the smaller the internal stress of the product. Low-pressure molding and reducing glue flow are of great significance to improving the flatness of copper clad laminates and reducing white corners.
- Packaging and storage The substrate should be packaged in moisture-proof sealed packaging. The substrate should be stored flat and not vertically. If it is stored in stacks, cardboard should be placed between bags. Practice has shown that if the cardboard is not separated, the product below will deform.
- Balance of PCB circuit graphic design
PCB circuit graphic design needs to be more balanced. If there is a large area of conductive graphics, it should be gridded as much as possible to reduce stress.
- Reasonable processing technology
It is best to bake the substrate once before it is put into use (bake it at a temperature near the substrate TG for several hours) to relax the stress of the substrate, which can reduce the warping of the substrate during the PCB process. In addition, try to use a lower processing temperature in the PCB process to reduce thermal shock. Finally, the direction of the trademark characters on the copper clad laminate substrate indicates the direction of force during the product processing, commonly known as the longitudinal direction.
In the PCB process, the direction of the lines in the circuit pattern should be consistent with the longitudinal direction of the substrate as much as possible to reduce stress. When making multilayer boards, care should be taken to keep the longitudinal direction of the prepreg consistent with the layers of the PCB.
Several measures for warping and leveling of copper-clad laminates
- Rolling and leveling:
Use a roller leveler to first pick out the boards with large warping deformation, then use the roller leveler to level them before sending them to the next process. For the final product, if there are still products with excessive warping deformation, they should also be sent to a small roller leveler for re-leveling. This method is more effective for PCB boards with relatively thin thickness and small warping deformation. - Flattening method:
For completed PCB boards with obvious warping tolerance and cannot be leveled by roller levelers, some PCB factories put them into a small press to cold-press and level the warped PCB boards for several hours to more than ten hours. - Bow mold leveling:
For completed PCB boards that are warped and other leveling methods are ineffective, it is recommended to use bow molds and their hot pressing and leveling methods. First, make several very simple bow molds according to the area of the PCB board to be leveled. The warped PCB can be clamped into a bow-shaped mold and placed in an oven for baking and flattening, or the PCB can be softened first and then clamped into a bow-shaped mold for hot pressing and flattening.
Engineers should pay attention to the following technical details when making molds: When making molds, the arc must be smooth; the temperature and heating time must be appropriate to avoid damaging the appearance of the laminate to be leveled.
For large-area laminates, the pressure should be appropriate when using a large press to heat flatten large-area laminates. Large to avoid other deformations of the laminate.
KKPCB provides global customers with one-stop services from PCB layout, prototype PCB proofing, PCB manufacturing, PCBA processing (including SMT and DIP), PCBA testing, PCBA product assembly and outbound packaging. You could provide a Gerber file or BOM list to us, we will offer the finished PCB products or PCB assembly which are satisfied with you