Long-Term Reliability of High-Frequency Circuit Materials and Printed Circuit Boards
As complexity and density increase, the long-term reliability of RF/microwave circuit components becomes more challenging to characterize. Printed Circuit Boards (PCBs) comprise numerous active and passive components, whose performance can vary over time and with operating environment temperatures. Additionally, PCB substrate materials, such as dielectrics, copper foil conductors, solder mask inks, and final finishes, may change over time, influenced by environmental conditions. Higher frequencies may experience changes in electrical performance over time, such as power and efficiency losses. These effects can occur in both short-term and long-term scenarios, often driven by thermal effects, particularly when operating in high-temperature environments.
Short-term exposure to high temperatures, such as during PCB assembly reflow soldering, typically does not affect the electrical performance of circuit materials or PCBs. However, when temperatures exceed the Relative Thermal Index (RTI) of the circuit materials or the Maximum Operating Temperature (MOT) of the PCB, electrical performance can be impacted. If temperatures rise above the decomposition temperature (Td) of the circuit materials, even for a few minutes, electrical performance may degrade. RTI is a parameter determined by temperature measurements, representing the highest temperature at which a circuit material can maintain one or more key properties without degradation. MOT is a circuit-level parameter certified by Underwriters Laboratories (UL), applicable to the entire PCB, including the dielectric and conductor layers. While both parameters indicate maximum temperatures, RTI pertains to the circuit material itself, whereas MOT applies to the completed PCB’s highest operating temperature. A circuit’s MOT will not exceed the RTI of its base material, as UL will not issue a circuit MOT higher than the material’s RTI.
High-frequency circuit laminate materials consist of dielectric materials and copper foil conductors, based on thermoplastic or thermoset materials. Thermoplastic materials are typically soft or flexible, while thermoset materials are harder and more rigid. Thermoplastic materials can be heated to melting or reflow temperatures, but thermoset materials cannot. At sufficiently high temperatures, thermoset materials will decompose.
Thermoplastic materials used for RF/microwave/millimeter-wave PCBs are often based on polytetrafluoroethylene (PTFE). While other materials can be used alone or in combination with PTFE for high-frequency circuit substrates, many RF/microwave/millimeter-wave PCBs incorporate PTFE in some form. Thermoset materials used for RF/microwave/millimeter-wave PCBs are generally hydrocarbon resins or polyphenylene ether (PPE or PPO) polymer resins, known for their dimensional stability and cost advantages.
PTFE-based thermoplastic circuit materials are highly regarded for their stability and minimal changes in electrical performance during long-term use and exposure to high temperatures. Conversely, circuits made from thermoset materials, such as those based on hydrocarbon or PPE resins, experience changes in electrical performance over time and temperature, with the extent of these changes dependent on the specific composition of the circuit material.
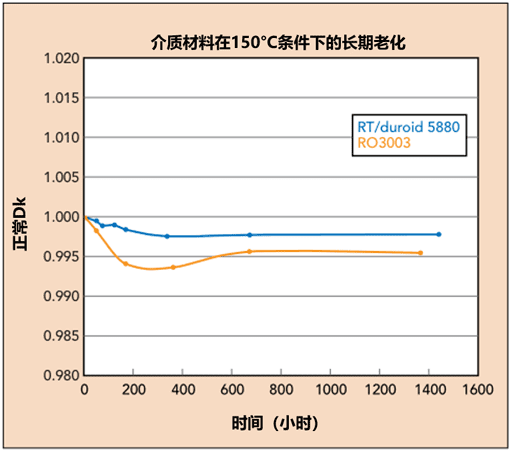
For nearly pure PTFE circuit materials, like Rogers Corporation’s RT/duroid® 5880 laminates, electrical performance remains highly stable over long-term use and at elevated temperatures (above room temperature or 25°C). For materials combining PTFE with other substances to adjust the dielectric constant (Dk) or provide performance needed for specific circuits (e.g., in millimeter-wave frequencies), the performance over time and temperature can vary due to the additional materials used. For instance, Rogers Corporation’s RO3003™ material, a PTFE-based circuit material with ceramic fillers and other additives, is designed for automotive radar and millimeter-wave frequency applications. As shown in Figure 1, it exhibits different aging characteristics compared to nearly pure PTFE materials.
As depicted in Figure 1, both materials show minimal thermal aging effects, with changes in Dk (relative dielectric constant, εr) of less than 1%. Initially, both materials exhibit a decrease in Dk, related to drying the materials at a high temperature of 150°C. Although both materials are low in moisture absorption, they carry some moisture at the microscopic level before testing. As moisture is driven out of the materials at high temperatures, Dk decreases. The PTFE formulation in RO3003 laminates is more complex than that in RT/duroid 5880, reacting differently to high temperatures and drying effects. However, for long-term aging at 150°C, the Dk change of less than 1% for both materials is considered highly robust.
Compared to thermoplastic materials, thermoset materials show greater changes in Dk under long-term high-temperature exposure. However, the extent of Dk change is closely tied to the specific composition of the thermoset material, and the reasons for Dk changes in thermoset materials differ significantly from those in thermoplastic materials.
The natural reaction of thermoset circuit materials to high temperatures is oxidation. While slow at room temperature, oxidation accelerates at higher temperatures. Oxidation of thermoset substrates is limited to the depth of oxygen penetration, with surface reactions changing as more oxides accumulate until the oxidation process halts. The rate of oxidation and the depth of oxide penetration in thermoset materials depend on the material’s composition. Various types of antioxidants (AOs) can be included in the formulation to slow the oxidation process, with the effectiveness of these antioxidants varying depending on the specific material composition.
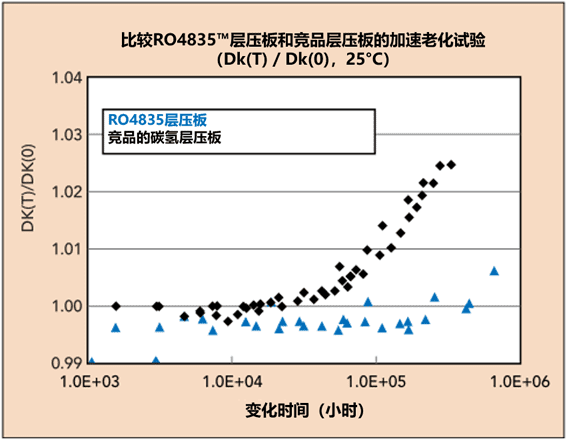
Figure 2 compares two thermoset hydrocarbon laminates, one with poor oxidation performance and the other with an optimal AO content for minimizing oxidation effects and providing robust long-term aging performance. The benefits of adding AOs are evident in the stability of Dk changes over time. Figure 2 data is derived from high-temperature Dk changes over time, measured using a fixed-band stripline resonator method in the X-band. Test materials were fully exposed to the environment, and the data shown were extrapolated to longer times using the Arrhenius equation. This accelerated aging method estimates long-term thermal aging effects without extended testing durations. The test data compare a hydrocarbon laminate with Rogers Corporation’s RO4835™ circuit material, known for its long-term stable anti-aging performance. The RO4835 material maintains the same electrical properties as RO4350B™ laminates. For reference, the time scale in Figure 2 shows that 1.0E+05 hours equates to 11.4 years.
▲ Figure 1: Long-Term Aging of Dielectrics in RT/duroid 5880 and RO3003 Laminates
▲ Figure 2: Long-Term Aging of Thermoset Hydrocarbon Circuit Materials at 25°C
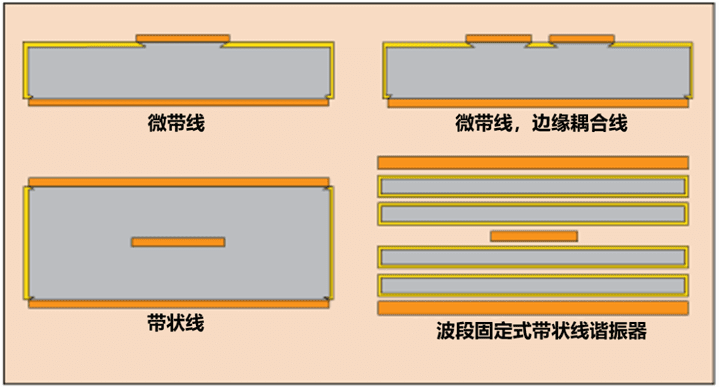
The Dk testing for this aging experiment is based on the X-band fixed-band stripline resonator test method defined in IPC-TM-650 2.5.5.5c, used to assess changes in Dk. The test frequency is 10GHz, and the copper foil on the test samples needs to be fully etched away, leaving only the dielectric material. When aging evaluations are performed on circuit materials in circuit form, the aging effects differ because the copper layer can protect the dielectric material from oxidation. The degree of protection depends on the different structures shown in Figure 3.
▲ Figure 3: Simple Cross-Sectional View Showing Different RF Structures and How Oxidation (Yellow) Penetrates Thermoset Dielectric Materials
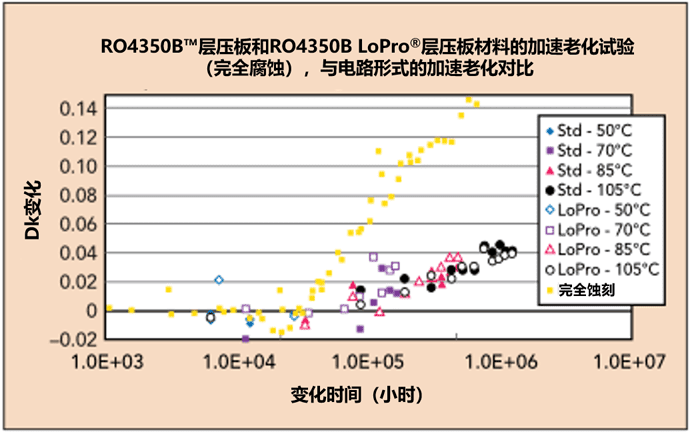
▲ Figure 4: Comparison Between Bare Dielectric Material (Fully Etched) and 50 Ω Microstrip Line Circuits on 20-mil RO4350B Laminate (Std) and 20-mil RO4350B LoPro Laminate (LoPro)
The description in Figure 3 approximately illustrates how oxidation forms on dielectric materials. An oxide layer forms on the exposed substrate surface, with some oxide reaching beneath the copper foil conductor. In other words, most oxidation occurs on the material’s surface, and as the oxidation gradient accumulates, a small amount of oxidation will penetrate below the surface, although this sub-surface oxidation diminishes over time.
Circuit material parameters such as Dk and dissipation factor (Df) increase in the presence of oxidation. Several factors determine the extent to which oxidation affects the RF/microwave/millimeter-wave electrical performance of circuit materials. Thinner dielectric circuits are more significantly affected due to the proportion of oxidation relative to the entire dielectric material.
The impact of oxidation on RF/microwave/millimeter-wave circuit structures varies depending on the electromagnetic (EM) fields within the circuit. For example, in microstrip lines, most EM fields are between the bottom of the signal conductor and the top of the ground layer, with strong edge fields around the signal conductor. The signal is affected by substantial oxidation. While microstrip lines may not exhibit significant oxidation effects, these effects can be detected at high millimeter-wave frequencies. The impact is less on thicker microstrip circuits compared to thinner ones.
As shown in the position of the signal conductor, stripline structures are generally unaffected by oxidation (Figure 3). However, for edge-coupled microstrip circuits, where the coupling fields are at the surface and slightly below the substrate, intersecting with the oxide layer, oxidation degrades RF/microwave/millimeter-wave performance. At millimeter-wave frequencies, oxidation can also significantly impact ground coplanar waveguide (GCPW) circuits on thin substrates.
Decrypting Dielectric Properties
During the material aging process and testing, the characteristics of dielectric materials are determined using the X-band fixed-band stripline resonator test method. Since the dielectric materials are fully exposed to the environment during aging, all surfaces of the dielectric material are oxidized, as shown in Figure 3. This means that when the materials are placed into the fixed-band stripline resonator to form the stripline resonator, all eight surfaces of the dielectric are oxidized. The number of materials that need to be placed in the fixture varies depending on the test materials, resulting in different levels of oxidation. However, compared to testing in circuit form, the oxidation in this measurement method is much more extensive.
To prevent the effects of oxidation, RO4835 circuit laminates are formulated with an optimal combination of AO additives. In addition, RO4835 circuit laminates use the same formulation as the traditional RO4350B circuit materials, which have been reliable circuit material substrates for high-power RF/microwave circuits. With the best combination of AO additives, RO4835 laminates take up to 10 times longer to reach the same oxidation levels as RO4350B laminates.
In fact, aside from differences in oxidation, RO4350B laminates have demonstrated good long-term aging performance in high-power applications. Generally, long-term aging issues with RO4350B laminates are associated with circuits that have coupling characteristics, such as directional couplers. To better understand the role of circuit features in the long-term aging performance of circuit materials, materials with circuit features were compared with the same dielectric materials treated the same way but without copper (fully etched away, no circuit features).
This comparison used various circuit structures of Rogers Corporation’s RO4350B laminates and RO4350B LoPro® laminates, including 50 Ω microstrip circuits, microstrip edge-coupled bandpass filters, and microstrip stepped impedance low-pass filters. The RO4350B LoPro laminates are the same as the RO4350B laminates, except they use a smoother low-profile copper foil to reduce insertion loss at RF/microwave/millimeter-wave frequencies.
Figure 4 compares multiple long-term aging effects of the two circuit materials. The greatest change in Dk over time is seen in material samples with fully etched-away copper foil (labeled as “fully etched”), i.e., bare dielectric material. This bare material has no circuits and was tested in the X-band fixed-band stripline resonator fixture at +50°C to characterize its features. In contrast, circuits tested with 50 Ω microstrip show much smaller changes in Dk characterized under different temperature conditions.
At high temperatures, samples evaluated for long-term aging using transmission line circuits took significantly longer (10 to 100 times) to reach the same oxidation levels as the fully etched-away copper foil samples. Figure 4 also shows the oxidation and Dk changes of samples at various temperatures. If test circuits are made on the same material but with different thicknesses, the impact of oxidation may also vary.
Using a low-pass stepped impedance filter to study aging effects is similar to the transmission line circuit samples. The microstrip edge-coupled bandpass filter samples were more affected by oxidation. It still took 3 to 5 times longer to reach the same oxidation levels as the fully etched-away (bare dielectric) samples. Tightly coupled circuits are more affected by oxidation than loosely coupled circuits. Additionally, the span of oxidation time varies with different testing temperatures, and at the highest temperatures, the differences in Dk of circuit materials due to oxidation are the greatest.
Applying soldermask, Parylene coating, and moisture-proof insulative adhesives to circuits can reduce the impact of thermoset oxidation. Soldermask can significantly reduce aging effects but usually also reduces RF performance. Parylene coating, when applied at a thickness of 25 μm or more, also helps minimize the oxidation impact of long-term aging. HumiSeal can help minimize oxidation effects, although various types are available, some being more effective in reducing aging impacts.
Conclusion
Circuit materials are exposed to high temperatures for short periods during processing and long periods during use. The long-term effects of high temperatures are typically considered as the accumulation of oxidation on thermoset dielectric materials of PCBs, which may cause a shift in the Dk of circuit materials. Determining the sensitivity of circuit materials to the effects of long-term aging requires precise and careful testing, as different measurement methods and techniques can yield vastly different results when characterizing high-frequency circuit materials. Choosing the correct testing method, whether material-based or circuit-based, can provide reliable data for Dk and circuit modeling.
TMM® 3-D Molded Microwave Materials
TMM® thermoset microwave materials, a patented product by Rogers Corporation, are ceramic and thermoset polymer composites specifically designed for high-frequency pcb applications. These materials are available in PCB laminate form or molded into 3D shapes, making them ideal for innovative design applications. Their key features include an extremely low Temperature Coefficient of Dielectric Constant (TCDk), a controllable dielectric constant ranging from 3 to 12, low Coefficient of Thermal Expansion (CTE), high chemical resistance, and the ability to be molded into various shapes.